Ferromanganese can be produced in Blast Furnace in a manner similiar to pig iron, however, in Western World only four producers employ this method. These are Thyasen Stahl (Germany), BSC Claveland (UK), SFPO (France), and Mizushima (Japan). The product produced from Blast Furnaces generally contains 76% Mn and 16% Fe.
Raw Material Selection and Pre-Treatment
The Raw materials required for the production of high-carbon ferromanganese are manganese ores, fluxes such as limestone, dolomite, or silica, and solid fuels and reductants such as coke.
In order to produce ferromanganese of the required grade a single ore seldom suitable because the desired Mn/Fe ratio of the charge determines the Mn content of the final product. Ore from various source are therefore blended to achieve the ideal ratio and to limit the contents of the deleterious components silica, alumina, and phosphorus in the raw material mix.
The Raw material is crushed and screened to ca. 5-30 mm. Alternatively, sintered or pelletized fined ore can be used. Some deleterious components can be partially removed from the ore prior to melting by dense-medium separation or flotation. Slaging components (dolomite or limestone) can be added to the sintered or pelletized ore, which result in cost savings in the blast furnace. Partial reduction of the higher manganese oxides may also occur during sintering.
Blast Furnace Operation
In comparison to iron making, high gas temperatures are required in ferromanganese production because the reduction of manganese (II) oxide takes place at a higher temperature than is required for the reduction of wustite. This is achieved by oxygen enrichment of the hot blast or, in the case of SFPO, by heating the blast with non transferred arc plasma torches. The plasma arc increases the flame temperature from 2200 to 2800 oC and considerably reduces the coke consumption, which usually ranges from 1270 to 2000 Kg/t.
The recovey of manganese in the alloy is usually 75-85%. This is influenced by the MnO content of the slag, the slag to metal ratio, and losses in the flue gases. The MnO content of the slag is highly dependent on the basicity ration (CaO+MgO)/SiO2 (Figure 1), which can be controlled by the choice of the ore and addition of the flux. Losses to the flue gas can generally be recovered in the gas cleaning section.These materials can then be agglomerated and returned to the furnace.

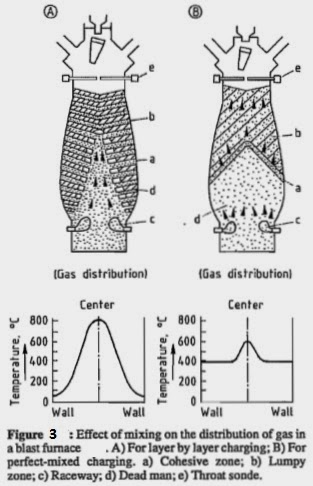
At the Mizushima work, the double bell valve of the conventional blast furnace have been replaced with an arrangement incorporating a distribution chute (figure 2). This results in a better distribution of the burden in the shaft and therefore a more even flow of gas though the burden (figure 3). The incorporation of distribution chute lowers the coke consumption of the furnace.

In spite of innovations mentioned above the raw material costs of blast furnaces remain higher than those of submerged arc furnace due to high cost of coke. With the exception of SFPO, blast furnace production cost are higher than the average production cost of ferromanganese in electric furnaces.
The Reduction Process in The Blast Furnace
The reduction of the higher manganese oxides to manganese (II) oxide takes place in the upper zone of the shaft according to the reactions:
MnO2 + C = MnO + CO
MnO2 + CO = MnO + CO2
These generally occur below 900 oC and are indirect. The reactions are exothermic and the heat generated causes high top temperatures and necessitates water cooling of the furnace top.The reduction of manganese (II) oxide MnO + C = Mn + CO is highly endothermic, in contrast to weakly endothermic reduction of wustite. This requires higher temperatures and, consequently, higher coke rates are required for the smelting of ferromanganese in blast furnaces.




























